
|
|



|
|
|
|

|
|
Фрагмент курсовой работы
Технология ремонта опоры кузова тепловоза ТЭП70БС в объеме ТР-3 |
|
Содержание
1.Введение (основные задачи, дальнейшего развития локомотивной тяги и ремонтного производства)
2.Назначение, условие работы, ремонта опоры кузова тепловоза ТЭП70БС. Основные неисправности, причины их возникновения и способы предупреждения.
3.Периодичность, сроки и объем плановых технических обслуживание текущих и средних ремонтов.
4.Способы очистки и контроля технического состояния.
5.Технология ремонта опоры кузова тепловоза ТЭП70БС
6.Предельно допустимые размеры деталей при эксплуатации и различных видах ТО. Предельно допустимые размеры в сопряженных деталях.
7.Приспособления, техническая оснастка, средства механизации, оборудование используемое при ремонте.
8.Сборка, проверка и испытание опоры кузова тепловоза ТЭП70БС.
9.Организация рабочего места
10.Вопросы охраны труда, экологии и производственной санитарии
11. Заключение. Список использованных источников.
Перечень графического материала.
1.Маршрутная карта.
2.Карта технического процесса очистки.
3.Ведомость дефектаций детали.
4.Операционная карта технического контроля.
5. Эскиз опоры кузова тепловоза ТЭП70БС.
6.Карта технологического процесса ремонта опоры кузова тепловоза .
|
|
1.Введение (основные задачи дальнейшего развития локомотивной тяги и ремонтного производства)
Эксплуатируемые в ОАО «РЖД» локомотивы по техническим характеристикам не уступают зарубежным аналогам. Значения показателей использования отечественного локомотивного парка и тягового подвижного состава зарубежных стран соизмеримы, различия по отдельным параметрам находятся в пределах ± 15 %. Исключение составляет средняя масса поезда в грузовом движении, которая в ОАО «РЖД» (4000 т) вдвое превышает величину аналогичного показателя в Европе (2000 т), но значительно ниже значений, отмечающихся в США и Канаде (7250 т).
Инвентарный парк локомотивов ОАО «РЖД» насчитывает порядка 20 000 единиц (10000 электровозов и 10000 тепловозов), при этом новых локомотивов более 5000 единиц. Максимальные объемы закупки локомотивов приходились на 1970–1980-е годы и достигали 1000и более локомотивов в год. С 1991 г. объемы поставок сократились практически до нуля, система обновления парка оказалась нарушенной. В период 1991–2001 гг. недопоставки железным дорогам локомотивов составили 7000 единиц.
После образования ОАО «РЖД» в 2003 г. положение с обновлением локомотивного парка кардинально улучшилось.
Из анализа возрастной структуры локомотивного парка следует, что электровозный и тепловозный парки России за последние 10 лет стали моложе, но по темпам обновления в части тепловозов уступает паркам США и Германии, а в части электровозов — парку Китая. Так, в США парк тепловозов возрастом до 20 лет составляет 62 %, в Германии — 72, а в России — только 25 %. В Китае возраст 75 % электровозов не превышает 20 лет, в том числе 55 % — 10 лет, а в России доля электровозов со сроком службы менее 20 лет — только 32 %. Наряду с этим в Европе старые локомотивы проходят модернизацию с установкой современных......
|
|
2. Назначение, условие работы, ремонта опоры кузова тепловоза ТЭП70БС. Основные неисправности, причины их возникновения и способы предупреждения.
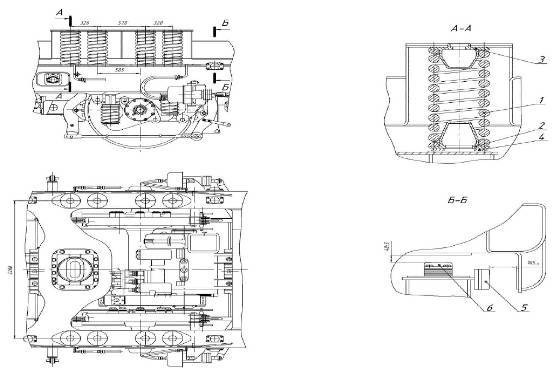
Кузова ТПС опираются на тележки через опоры, которые служат для передачи весовых и инерционных нагрузок от кузова с оборудованием на тележки и возвращения их в первоначальное положение после прохождения ТПС по криволинейным участкам пути.
Опорами кузова на тележку (рис.1) являются пружины 1 расположенные в нишах рамы кузова и опирающиеся на боковины рамы тележки.
|
|
|
Рисунок 1 – Опоры кузова:
1-пружина; 2-нижние чаши; 3-чаши верхние; 4-регулировочные кольца; 5-упор; 6-вертикальные упоры
|
|
На верхних листах боковин имеются направляющие втулки для установки и фиксирования нижних чаш пружин 2. Верхние чаши 3 закреплены в нишах рамы кузова. Регулировочные кольца 4, состоящие из двух половин, расположены под нижними чашами пружин и предусмотрены для перераспределения нагрузок при взвешивании тепловоза. В случае разборки опор кузова все детали должны быть установлены на прежние места. При относительных перемещениях тележки и кузова в горизонтальной плоскости (относ кузова и поворот тележки) пружины опор кузова получают поперечные деформации, создавая при этом упругое сопротивление этим перемещениям. Величина поперечных перемещений кузова относительно тележки ограничивается шкворневым устройством, а угловой поворот тележки ограничен упорами 5. Вертикальные деформации пружин опор кузова ограничены вертикальными упорами 6..........
|
|
3. Периодичность, сроки и объем плановых технических обслуживание текущих и средних ремонтов.
Система технического обслуживания и ремонта тепловозов предусматривает следующие виды планового технического обслуживания и ремонта:
- техническое обслуживание ТО-1;
- техническое обслуживание ТО-2;
- техническое обслуживание ТО-3;
- техническое обслуживание ТО-4;
- техническое обслуживание ТО-5;
- текущий ремонт ТР-1;
- текущий ремонт ТР-2;
- текущий ремонт ТР-3;
- средний ремонт СР;
- капитальный ремонт КР.
Технические обслуживания ТО-1, ТО-2, ТО-3 предназначены для предупреждения неисправностей тепловозов в эксплуатации, поддержания их работоспособности и надлежащего санитарно-гигиенического состояния, обеспечения пожарной безопасности и безаварийной работы.
Порядок организации технического обслуживания ТО-1 и ТО-2 определяется Инструкцией по техническом у обслуживанию электровозов и..............
|
|
4. Способы очистки и контроля технического состояния.
Различают три вида очистки — механическую, химическую и комбинированную (химико-механическую). К механическим относятся следующие способы очистки: пневматический, гидравлический, механическим инструментом, абразивный.
Пневмоочистку применяют для сдувания с очищаемых поверхностей сухой пыли сильной струей воздуха, подаваемого через сопловой наконечник. Давление воздуха перед сопловым наконечником рекомендуется поддерживать в пределах (1,5÷5,0) 105 Па. Очистка ведется в специально оборудованных помещениях с мощной вытяжной вентиляцией, продувочных камерах или шкафах и на площадках.
Гидравлическая очистка подразделяется на гидродушевую и гидроциркуляционную. Гидродушевая очистка в сочетании с набором моющих щеток широко используется для наружной мойки локомотивов.
Гидроциркуляционная очистка обычно применяется в моечных (выварочных) ваннах и баках, а также для очистки внутренних поверхностей...................
|
|
5. Технология ремонта опоры кузова тепловоза ТЭП70БС
Детали опор очищают.
Осмотреть пружины опор кузова.
Осмотр и ремонт опор тепловозов начинают с измерения высоты пружин боковых опор в свободном состоянии, которая должна быть 405—427 мм. В комплекте, подобранном для установки на тележку, разница высоты пружин под рабочей нагрузкой не должна превышать 6 мм. Пружины с большей разницей высоты, а также имеющие трещины, изломы, надрывы и потерявшие упругость, заменяют. Задиры зачищают шлифовальной машинкой.
Проверить нагрузочную характеристику пружин и произвести магнитную дефектоскопию. Проверить зазоры у ограничителей отклонения кузова (вертикальное направление).
При обнаружении следов замыкания зазоров ограничителей вертикальных перемещений произвести обследование гидроамортизаторов и буксовых демпферов данной тележки со снятием характеристик на................
|
|
8.Сборка, проверка и испытание опоры кузова тепловоза ТЭП70БС.
Опоры кузова монтируют на раме кузова. После подкатки тележек производят центровку опор кузова относительно конусов тележек и опускают кузов на тележки.
Окончательную регулировку пружин собранных на тележке опор выполняют после опускания кузова на тележки.
До подкатки тележки под тепловоз на раме кузова должны быть установлены и закреплены главные опоры в сборе с верхними резиновыми амортизаторами и возвращающими устройствами. Производят центровку главных опор кузова относительно конусов тележек. Для этой цели.......
|
|
9. Организация рабочего места
Производительность цеха в значительной степени зависят от рациональной компоновки участков, оптимального размещения производственного, подъёмно – транспортного и вспомогательного оборудования на площади цеха. Размещение оборудования (планировка) должно обеспечивать максимальную прямоточность производственного процесса, непрерывность в движении и наименьший грузооборот якорей и их элементов в процессе ремонта и формирования, а также рациональное использование площади и объёма здания цеха.
Кроме того, в процессе планировки оборудования учитывают необходимость обеспечения экономии трудовых движении рабочих и их наименьшую утомляемость. Рациональная планировка оборудования требует соблюдения и ряда других условии, таких, как удобство разборки.......
|
|
10. Вопросы охраны труда, экологии и производственной санитарии
К работе по ремонту ТПС допускаются лица, прошедшие при поступлении на работу предварительный медицинский осмотр, профессиональное обучение, вводный и первичный инструктажи на рабочем месте, стажировку, проверку знаний по охране труда и сдавшие экзамен на соответствующие разряд и группу по электробезопасности.
В процессе работы слесарь по ремонту должен проходить повторные, не реже одного раза в шесть месяцев, и внеплановые инструктажи, а также периодические медицинские осмотры.
Слесарь, выполняющий работы, связанные со строповкой грузов, с управлением грузоподъемными механизмами (электрические тали, управляемые с пола) и электрокарами должен иметь соответствующее удостоверение на право выполнения стропольных работ, работ по управление грузоподъемными механизмами и электрокарами................
|